| System Type | Description | Accuracy | Solution Provided |
|---|---|---|---|
| 2D Vision | Image-based X-Y measurements | 10–50 µm | PCB inspection, gap/flush, dimensional inspection, pin height measurement, true position, medical equipment |
| 2.5D Vision | 2D + relative height (from focus, shading) | ~10 µm | Sealer inspection |
| 3D Vision | Measures full surface topology | 1–10 µm | Metrology, structural deformation |
| Type of Defect | Nature |
|---|---|
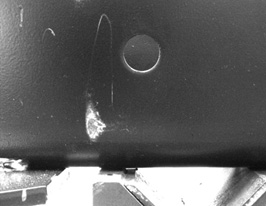
| Surface Damage | Scratches, dents, abrasions, stains |
| Geometry Anomalies | Burrs, incomplete machining, flash |
| Material Defects | Porosity, cracks, inclusions, blow hole |
| Cosmetic Flaws | Paint defects, gloss inconsistency, dust, dirt, and burn resins |
| Assembly Errors | Missing components, wrong orientation |




| Type | Description | Solution Provided |
|---|---|---|
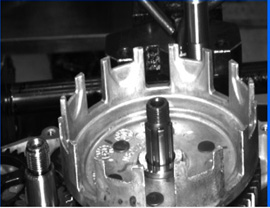
| Presence/Absence | Part/component exists | Clutch Assembly Inspection, Dummy Presence Inspection, Sealer Presence Inspection, Child Part Presence Inspection, etc. |
| Orientation | Part correctly aligned or flipped | Connector Pin Assembly, Needle Inspection, Pre-Delivery Inspection |
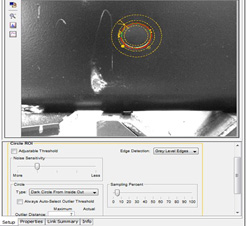
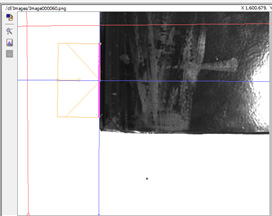
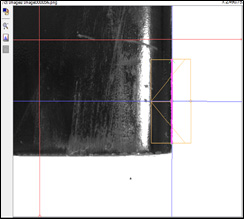
| Position/Offset | Part in the correct location | Stud Position Inspection, Conrod Inspection |
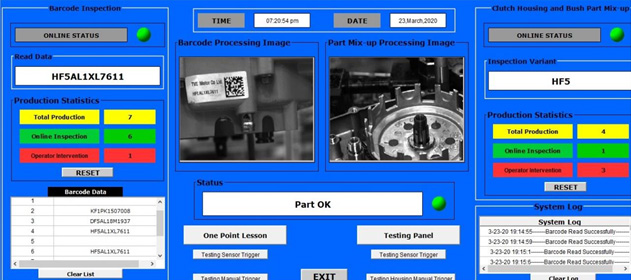
| Type Check | Correct part variant | Child Part Verification, Emblem Inspection, Clutch Housing and Bush Inspection, etc. |
| Fastener Verification | Screw present and tightened | Vehicle Harness Inspection, Two-Wheeler Assembly Verification |





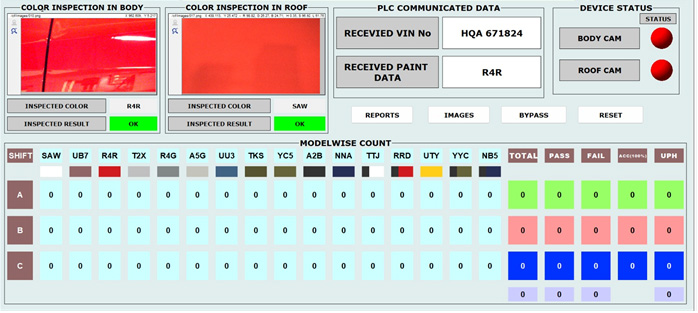
| Inspection Type | Description |
|---|---|
| Color Presence Check | Detects if the required color is present |
| Color Consistency Check | Ensures color is within defined tolerance |
| Color Classification | Categorizes parts based on color |
| Color Defect Detection | Identifies stains, discoloration, and fading |






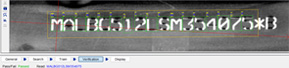
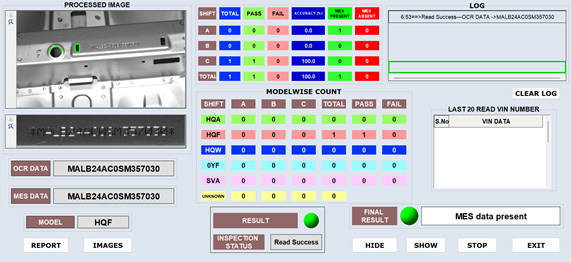
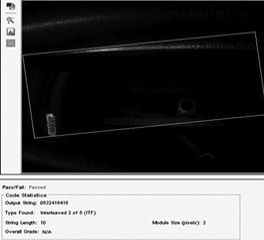
| Type | Description |
|---|---|
| OCR Character Read | Recognizes alphanumeric printed text |
| Code Matching | Verifies if code matches the expected value |
| 1D Barcode Reading | Reads linear barcodes (e.g., Code 128, EAN) |
| 2D Code Reading | Decodes Data Matrix, QR, etc. |




| Type | Description |
|---|---|
| Template Matching | Matches the image against a known reference |
| Geometric Pattern Match | Robust against scale/rotation changes |
| Normalized Correlation | Pixel-level similarity scoring |
| Feature-Based Matching | Edge/contour-based detection |


| Type | Description |
|---|---|
| Visual Classification | Differentiate parts based on visual features |
| Feature Comparison | Matches part shape, holes, or textures |
| AI-Based Identification | Deep learning used for high-variance parts |
| Label/Text Verification | Validates part tags, printed codes |

With over 25 years of expertise, Micron Technologies specializes in delivering end-to-end industrial automation solutions across diverse manufacturing sectors.






